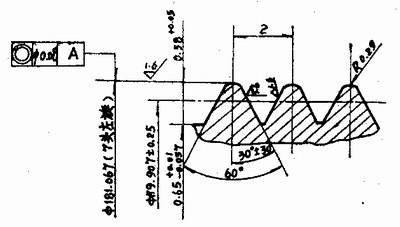
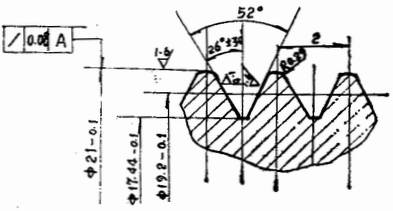
Discussion on Improving the Precision of Bucket Thread Ren Bingwen, Bazhou Branch of Bengbu Packaging Machinery Factory Our factory manufactures barrel plugs by steel stamping and rolling thread technology. After several years of trial production, the current annual production capacity of barrels has reached 800,000 sets. Previously in accordance with the international GB325-84 "200 liters closed steel drum" appendix inspection, the thread manufacturing accuracy still has some problems. To this end, our factory barrel plugs have gradually improved from the aspects of thread cutter design and manufacturing, stamping process, rolling process and its manufacturing equipment. Now the precision of the barrel plug has reached the national standard. First, TM27x 2 barrel plug production process Second, the detection results and analysis of TM27x 2 barrel mouthpieces (see attached table) Thread outer diameter 3 pieces were randomly selected from the barrel plugs of our factory. The serial numbers are No. 1, No. 2 and No. 3. Among the 6 sizes of the outer diameter of the thread in the horizontal and vertical directions, only 2 items were qualified, and the pass rate accounted for 33% of the medium and 6 sizes, and 3 of them were qualified, and the pass rate was 50%. Using the same method to test other plants, the outer diameter of the barrel plug was all unqualified, and the pass rate of the thread diameter accounted for 33%. It can be seen from the above test results that there is still a certain gap between the dimensional accuracy of the thread manufacturing according to the national standard GB325-84, which seriously affects the screwing and bonding strength of the thread. Third, the advantages of using the rolling method to manufacture threads The use of rolling to manufacture threads, high productivity, surface finish and dimensional accuracy, static strength and dynamic strength are better than cutting threads. 1. Since the surface layer is work hardened, the tensile strength and impact energy absorption capacity is increased by about 10% compared to the cutting thread. 2. The fiber structure flows continuously along the thread surface, so the thread-type shear strength is increased by 4 to 8% compared to the cutting thread. 3. The bottom of the thread is hardened and there is residual compressive stress, and the fatigue strength is increased by more than 40% than the cutting thread. Fourth, to improve the precision of thread manufacturing The manufacturing precision of the rolling thread is closely related to the blank diameter, the surface finish of the blank, the manufacturing precision of the thread hob, the rolling method, the strength of the machine tool and the adjustment method. So talk about improvements in these aspects. 1. Tool design and calculation A known: Large rolling wheel: set the number of threaded heads Z=7; the rolled parts: the number of threaded heads n=1; the diameter of the rolled thread is d2=25.701; the pitch of the rolled thread is t=2. The tool parameters are calculated as follows: the unit is mm Medium diameter d2=d2'z/n=179.907 Upper tooth height h1=0.29t=0.58 Lower teeth height h2=0.325t=0.65 Outer diameter do=d2+2h1=181.067 The maximum arc of the tooth tip R is maximum = 0.143t = 0.286 (take Rmax = 0.29) Thread lead St=Zt=14 Thread elevation angle β tgβ=St/πd2=1°25' Width B=b+c=9.5 (B=20 according to process and service life) Figure 1 Partial enlarged view of the thread profile of the large rolling wheel Figure 2 Small rolling wheel thread profile partial enlargement 2. Rolling wheel manufacturing process and its analysis (1) Original process: blanking → forging → annealing → rough outer circle, inner hole and end face → fine thread → machining → key groove → heat treatment → grinding end hole → inspection → storage. (2) Improved process flow: Cutting→forging→annealing→rough outer circle, end face, inner hole, machining keyway→heat treatment→grinding end face→grinding hole→grinding circle→rough thread→fine thread→inspection→into the warehouse. The original process heat-processes the thread to the size, causing deformation of the thread profile, and it is difficult to ensure the tool thread angle and pitch, which affects the barrel screw thread rolling precision. The improved manufacturing process is to heat-treat the JJ blank after the roughing, and the hardness is controlled at HRC59-62. Then select the appropriate carbide turning tool, select the reasonable thread turning angle parameters and processing parameters for roughing and finishing. Compared with the two processes, the precision of the rolling wheel manufactured by the latter has been significantly improved, so the precision of the barrel screw thread rolled out has also been improved accordingly. 3. Selection of splitting method for turning rolling wheel From the barrel plugging tolerance analysis, the barrel thread is approximately three-level precision, so the secondary precision roller can be selected from the design and manufacture to meet the manufacturing requirements. Since the design requirement of the large rolling wheel is 7 heads, it is necessary to select a suitable splitting method in the machining to meet the manufacturing precision requirements of the cutting tool. If the splitting is not accurate, the pitch error will increase, affecting the dimensional accuracy of the rolling wheel, which seriously affects the dimensional accuracy of the barrel rolling screw. Therefore, whether the turning of the multi-start thread is accurate or not is a key issue to ensure the quality of the machining. The splitting device with appropriate pitch should be adopted to meet the precision requirements of the design and manufacture of the secondary precision rolling wheel, and the barrel thread corresponding to the drawing requirements can be rolled out. 4. Determination of the diameter of the process before the barrel is rolled There are many ways to calculate the blank diameter before rolling the thread. Since the barrel plug is hollow, we have not been able to find a suitable calculation formula. Our factory has determined through a number of experiments a rough calculation method as follows: d blank = dcp-δ d blank - the diameter of the workpiece before rolling the thread (mm); dcp - the nominal diameter of the barrel stopper (mm); δ - the thickness of the sheet for the barrel stopper (mm). Example: Known small barrel plug dcp=25.701mm; δ=1.5mm d blank = 25.701-1.5 = 24.201mm 5. Reforming the structure of the thread rolling machine and its cutter The thread rolling machine should have sufficient rigidity and sufficient pressure to meet the needs of rolling threads. The top of the tool thread can be filled within one week of rolling. In the adjustment rolling process, we believe that the size of the machine wheel of the machine is too thin and the rigidity is not enough. Therefore, the journal of the large roller is changed from φ38mm to φ45mm, the original φ26mm of the small roller journal is changed to φ30mm, and the roller is small. The local journal of the wire wheel was changed from φ18mm to φ20mm to improve its bending strength. After the reform, it can basically meet the production requirements. Five, rolling thread precautions 1. Tough metal materials with a blank hardness not higher than H RC37 and an elongation of 12% or more should be selected. If the hardness is too high, the life of the rolling wheel will drop rapidly, and the elongation will be too low. The crack of the thread crest is not suitable for rolling, so the sulfur content of the steel is not too high. 2. The two axes of the rolling wheel must be parallel. The correct position to hold one of the crown tops coincides with the other of the roots. Otherwise, there is a disorder or a tool toothing. 3. During the rolling process, oil or light oil mixed oil should be used for cooling to obtain good processed parts and prolong the life of the hob. 6. Conclusions and future measures 1. The manufacturing accuracy of the outer diameter and medium diameter tolerance of the barrel plug is unstable, which does not meet the GB325--84 national standard. 2. It should be tackled from the design and manufacture of tools. 3. Design and manufacture of thread rolling machines for thin-walled hollow buckets. Seven, reference materials 1. Metal Cutting Manual, edited by Shanghai Metal Cutting Technology Association. 2. Concise Design Manual The Fifth Center Standardization Office of the Fifth Ministry of Machinery Industry. 3. Measuring Tool Standard Technical Standards Press 4. Interchangeability and Technical Measurement, Department of Mechanical Cutting, Xi'an Jiaotong University 5. Tool Engineer Handbook Heilongjiang Science and Technology Press. 6. GB325-84 "200 liter closed steel drum" national standard national standard bureau Electric Height Adjustable Stand Desk Electric height adjustable stand desk is very popular. This series of Standing Desk is very easy to use and perfect for many people. A good electric height adjustable standing desk can minimize the harmful effects of sitting too long for bodies. Electric Height Adjustable Stand Desk, Electric Standing Desk, Standing Desk Electric, Standing Desk Electric Height Adjustable Foshan Hollin Furniture Co.,Ltd , https://www.chnhollin.com
It's not a ordinary desk, It is a amazing height adjustable desk. You can sit and stand while working from home or in office room. This standing desk is adjustable in height and length and suitable for different height people in a family or office.
The best electric height adjustable standing desk actually be beneficial to body's health who work on their computers all day. Sitting and standing working style alongside taking breaks, getting your legs and spine moving, promotes healthy blood circulation and staying active in general – as well as alternating between sit and stand, these productivity stations can certainly make a difference.
We have many series of best standing desks to help point you in the right direction. Whether you want something that's high-end and elegant, special designed, affordable, or a Gaming Desk , there's something on our products list to suit your comfort and wellness needs. We offer the best standing desk, Sit Stand Desk, gaming desk, Height Adjustable Desk and office exercise bike to make your work experience healthier.
Discussion on Improving the Precision of Bucket Thread
GB size\measured parts
邯郸
Other factory
Remarks
1st piece
2nd piece
3rd piece
1st piece
2nd piece
3rd piece
Φ27-0.2/-0.5
Φ26.2
Φ26.4
Φ26.5
Φ26.2
Φ26.2
Φ26.3
Vernier card 0.02
Φ26.4
Φ26.3
Φ26.6
Φ26.8
Φ26.1
Φ26.38
Thread diameter
Φ25.701-0.2/-0.5
Φ25.2
Φ25.18
Φ25.51
Φ25.02
Φ25.24
Φ25.25
Thread micrometer 0.01
Φ25.43
Φ25.1
Φ25.43
Φ25.15
Φ25.01
Φ25.12