In view of the above basic requirements, through the accumulation of several years of experience, I believe that the use of screen printing to print a good CD must control the following aspects. (1) standard for design of plate-making film Because of different manufacturers' equipment. Both the product and the production process have their own characteristics. There are different requirements for the film's film, size, number of printed lines, and even the shape of the dots. In order to ensure the printing quality, there must be a film design standard that meets its own requirements, and careful inspection must be conducted before production. This can avoid unnecessary waste of costs. If problems are found, they can also communicate with customers in a timely manner. (2) The choice of mesh Different mesh types, mesh numbers, and different weaving methods differ in the amount of ink penetration and the number of printing lines, and the wear resistance is also different. For high-volume printing, these must be considered. In addition, the average particle size of the printing ink must also be less than 1/3 of the mesh, as shown in FIG. (3) Develop strict tension control measures In mass production, if the tension of each screen is inconsistent, it is difficult to make products with the same color, and it is not easy to register. Generally, the minimum tension of the screen should reach 16N/cm or more. The tension is too small to cover the texture and color. If the printing operator does not operate properly, it will produce a sticking phenomenon. The usual practice is to use a tensiometer to measure the tension of the screen plate before printing in large batches, and then stretch the screen according to this tension when making the screen in the next step. (4) Determination of exposure time Different colors and different photosensitive materials have different sensitivity to ultraviolet light. In addition, with the increase in the use time of the exposure lamp, the energy is also attenuated step by step. In order to expose the film at the time of plate-making exposure, the energy of the exposure lamp must be periodically measured to ensure that the operator controls the correct exposure time. (5) Strict technical management The cleanliness of the production site, complete quality assurance system and reasonable personnel training cycle are all necessary guarantees to ensure the printing quality. The company has implemented IS09001:2000 standardization since 2000 Management, after a series of second- and third-party certification audits, continuously improved the system. The training period for personnel has expanded from the original two months to the current five or six months. Training for employees has become more systematic and rational, and the quality assurance ability of printing has been continuously strengthened. Here is an example to illustrate the importance of the above elements. In this product shown in Figure 3, the customer's quality requirements are: the color must be uniform, there is no dust point on the network cable, there is no white point, no static electricity point at the color block, and the information reading surface has no stain. In the early stage of production, the pass rate per order was only 86%. Through the analysis of defective products, we found that the following points are the main problems of defective products. 1 After printing 400-500 sheets, the texture was severe. In response to the above problems, we first assigned an experienced master to track and coach the operators to make this order. During this process, everyone observed together and formulated the following countermeasures. 1 The screen version changed from the original PET 1000 1 50-31 to PET 100065-31, and the tension had to reach 17 N/cm. 2 Before the production of this order, the printing turntable must be cleaned and the spotlight should not be exposed to dust. In the three months of production, this countermeasure was formulated and implemented, and the compliance rate reached 95% from the fourth month. Football Team Suit,Football Uniform,Jersey Football,Football Tracksuit NINGBO MACEY EDUCATION PRODUCT CO.,LTD , https://www.maceycreative.com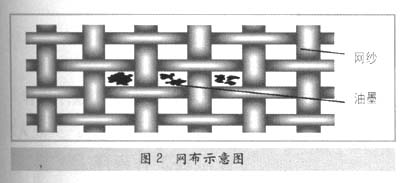
2 There is a dust point at the network cable.
There are white spots at the 3 color blocks.
4 The entire disc surface has ink bars.
5 After wiping the dust spot, uneven color appears in the wiping area.
3 If you use the last remaining ink, then wire mesh filter. Must use 1 20
4 The method of wiping the dust spot is to wipe the ink surface first and then wipe the printing surface.
(to be continued)