Ink preparation According to different printing materials and gloss requirements, pearlescent pigment concentration is between 8~15%: First, pre-wetting: very critical, related to pearl powder dispersion and test printing performance, must be strictly in accordance with the following procedures: 1, the preparation of a suitable solvent 2. Measure about 30% of the weight of the pearl powder, and add it to the well-known pearl powder. Stir slowly. The process is as follows: seeing the city stirring does not seem to have an effect, the stirring resistance gradually increases, and the pearl powder forms a small ball The color darkens; continue stirring, the ball broken into smaller particles, while the stirring resistance is significantly reduced, the stirring becomes easier; Finally, the pearl powder becomes a uniform particle mixture, the dark color will stir the pearl powder Let stand for 20-30 minutes; stir the above mixture with the mixture and mix well. Note: Do not use three-roll mills and other large shear force dispersion equipment. For dry adjustment, a suitable drying temperature needs to be selected according to the thickness of the ink layer and the printing speed. Pearlescent pigments for flexographic printing Flexo printing inks are classified as low viscosity liquids. There are solvent-based, water-based and photo-curable (UV) three. Pearlescent pigments can be used for all three inks. However, you should choose a more transparent connection material to configure the ink to avoid loss of pearlescent effect. In the configuration of color inks, only good dispersion, transparent pigments can be mixed with pearlescent pigments, generally not more than 20% of the weight of pearlescent pigments. Excessive tone will affect the pearl effect. Because, pearlescent pigments only have unique optical interference function in the well-lighted ink layer, and excessive colored pigments cause large amounts of light to be lost. Pre-wet: In order to make the pearlescent pigment in the ink in the best condition, it is recommended to pre-wet the pigment with the ink solvent equivalent to 30% of its weight (eg water, alcohol, thinner), and then mix it with the ink. This procedure avoids the appearance of floating dust and viscosity changes of the finished ink during the manufacture of the ink, allowing the pearlescent pigment to achieve the best mixing with the ink. The pearlescent pigment content (weight ratio) is about 15 to 25% of the finished ink. Prior to printing, the ink must be thoroughly and carefully agitated so that the pigment is dispersed evenly in the ink without flocculation or precipitation. In long-run printing, use a recirculating ink supply device as much as possible to avoid sedimentation. Suitable ink auxiliaries are generally used to avoid foaming and prevent pigment precipitation. If you need to add color palette, it should be based on visual observation. Before printing, the ink viscosity needs to be adjusted according to the substrate, printing speed, and drying conditions. In water-based inks, the suitable viscosity for smooth paper or plastic film is 40-60 seconds (23 degree DIN4 viscosity cup), which is necessary for rougher kraft paper, corrugated cardboard or gray cardboard. The viscosity of the ink, such as 25 ~ 35 seconds (23 degree of DIN4 viscosity cup). Choosing the right photosensitive resin plate is very important. For pearlescent printing, I recommend the following varieties: Sally's HOF, PLB, PLS, POF, and UVB, BASF's Nyloflex FA, FAH, and FAR. There are many kinds of anilox rollers used in flexographic printing. There are traditional steel anilox rollers and laser engraved ceramic anilox rollers. The choice of anilox roller is determined by the substrate and the required ink layer thickness. Tests have shown that laser-engraved porcelain rollers perform best in pearlescent pigment flexographic printing, especially for aqueous inks. The technical parameters of flexographic printing must be coordinated with the particle size of the pearlescent pigments. Anilox roller and pigment particle size matching relationship. The printing effect depends on how much the ink is delivered to the substrate. The thick ink layer leads to a noticeable gloss effect. Therefore, it is recommended that solvent-based inks use an inked roller with an ink depth of up to 50. The best printing effect can be obtained by adjusting the printing speed. The ink should preferably be held for a short period of time after transfer to the substrate so that the pigment remains in optimal parallel alignment with the surface of the substrate. About substrates There are many types of substrates that can be used, including corrugated cardboard, white cardboard, label paper, light and heavy paper, paper towels, kraft paperboard, and plastic films. The choice of substrate has a great influence on the printing effect. The substrate with a smooth, flat surface has the best pearlescent effect. Postpress Pearlescent pigments have no adverse effect on the post-press processing of flexographic printing products. There are also pearlescent pigments that resist scratching, insulation, and good acid and alkaline resistance. Pearlescent ink used in gravure printing Low-viscosity liquid inks are mainly used in gravure printing. Pearlescent pigments can be used for either solvent-based or water-based inks, but higher transparency materials should be selected to avoid loss of pearlescent effects. In the preparation of color inks, only good dispersion, transparent pigment can be mixed with pearlescent pigments generally does not exceed 20% of the weight of pearlescent pigments. Excessive tone will affect the pearl effect. . Because pearlescent pigments can only have a special optical interference function in the well-lighted ink layer. An excess of other colored pigments causes a large amount of light to be scattered away. Pre-wetting: Nano-microscopic observation of the pearlescent pigment surface reveals that there are many extremely fine capillary structures distributed. And this results in a relatively large surface energy. In order to make the pearlescent pigment in the ink in the best condition, it is recommended that the pigment be pre-wet with the ink solvent equivalent to 30% of its weight (eg, water, alcohol, thinner), and then mixed into the ink. This procedure avoids the appearance of floating dust and viscosity changes of the finished ink during the manufacture of the ink, allowing the pearlescent pigment to achieve the best mixing with the ink. Pearlescent pigment content (weight) is about 15 to 30% of finished ink Prior to printing, the ink must be thoroughly and carefully agitated so that the pigment is dispersed evenly in the ink without flocculation or precipitation. In the long-run printing process, use a circulating ink supply device as much as possible to avoid sedimentation. It is recommended to use suitable ink additives to avoid foaming and prevent pigment precipitation. If you need to add color palette, it should be based on visual observation. Before printing, the ink viscosity needs to be adjusted according to the substrate, printing speed, and drying conditions. Usually the suitable viscosity for solvent-based inks is 14 to 25 seconds (23 degrees for DIN4 Viscosity Cup), and higher for aqueous inks (such as decorative paper inks) until 40 seconds (23 shots for DIN4 viscosity cups) Degree) 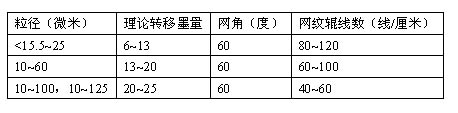
The postpress process can be handled as usual. Cold, heat-sealing, embossing, calendaring, and lamination can be done without special adjustment. Twilight and embossing may increase the pearlescent effect because of better pigment arrangement.